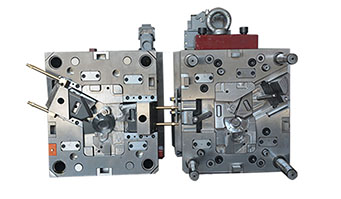
一、开模方向和分型线
每一种注射制品在设计时,首先要确定其开模方向和分型线,在设计中尽量减少采用抽芯滑块机构,使模具结构更简单化,注意消除分型线对外观的影响。
定制开模在确定好开模方向后,制品的加强筋、卡扣等结构尽量设计与开模方向保持一致,避免抽芯,减少拼接缝隙,延长模具的使用寿命。另外也应选择适当的分型线,避免开模方向出现倒扣现象,从而提高模具的外观和性能。

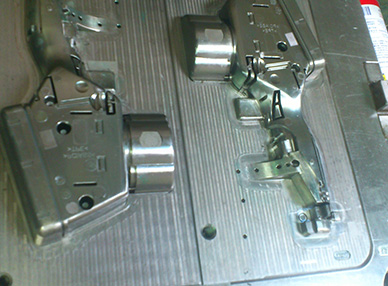
二、定制开模时选择合适的拔模角度
1、定制开模时选择合适的拔模角度可避免产品拉花。平滑面的脱模角度应小于0.5度,细纹面(砂面)大于1度,粗皮纹面大于1.5度。
2、适当的脱模斜度可以避免产品的顶伤,例如:顶白,顶裂,变形等。
3、深腔结构产品在定制开模时,外表面斜度应尽可能大于内表面斜度,以确保注射成型时模芯不会偏移,产品壁厚均匀,产品开口处的材料强度应得到保证。
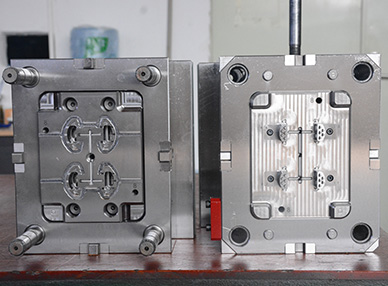
三、产品壁厚
每一种塑料都有一定的壁厚范围,一般的壁厚范围为0.5~4mm,当壁厚超过4mm时,就会延长冷却时间,出现缩印等问题,就应考虑改变产品结构来进行改善。壁厚不均匀将导致表面收缩现象,也会造成气孔和熔接痕。

热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题