一套品质过硬的模具,每个细节都需掌控到位,作为一家专业的塑胶模具制造商,我们要从客户那拿到产品图,首先对客户提供的塑胶产品图做出专业的分析。缩水的分析是不可漏掉的一环。那么我们铭洋宇通的工程师在具体的实施中是如何做的呢?
针对客户的产品图分析得出造成缩水的成因可能有以下几点:?
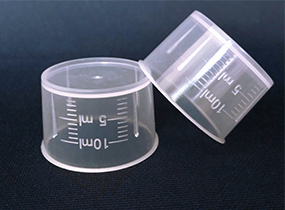
1、塑胶制品本身的壁厚过厚。?
2、成型时温度过高。?
解决塑胶产品本身的缩水率的问题上,基于塑胶制品本身的壁厚,我们的设计师在设计之初,会将分析报告给客户,陈述利弊,然后给出我们的专业意见,骨位的胶厚应为主胶位厚的0.5至0.6倍;成型时温度过高,则容易在壁厚处,凸起处产生缩水现象。这是因为容易冷却的地方先固化,难以冷却的部分的原料会朝那移动,尽量将缩水控制在不影响成品品质的地方。也可降低成型时的温度;
而我们在实际在试模过程中遇到造成塑料产品缩水问题的原因还有:
1.进胶量口过小。
2.进胶口距离壁厚处过远。
针对进胶口过小的问题!我们工程师会建议增大进胶口,而在调试注塑机时,应增加进胶口压力。而针对进胶口距离壁厚处过远造成的缩水,我们工程师会建议应该将进胶口开在距离壁厚处近的地方。
在实际的生产过程中,遇到的造成缩水的原因可能并不仅仅只有上述的几种,这就需要大家具体问题具体分析了。我们重来不惧怕问题,因为我们有解决问题的能力与信心。因为我们有专业团队的支持。专业的知识;丰富的经验;耐心、细致的工作态度.这都让我们有足够的信心去接受更难挑战。

如果您对注塑模具感兴趣或有任何疑问,请点击我们网页的在线客服咨询,或致电:13632611848,深圳铭洋宇通—为您全程提供贴心服务。
热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题