注塑加工成型时造成缺料的原因非常多,有所选择的注塑机的原因,经过小编的不懈努力给大家总结了造成了注塑加工成型时产品缺料的第二个原因“模具”。

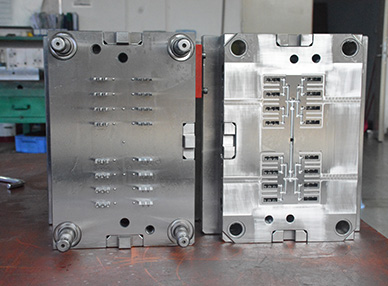
(1)塑料注塑模具设计的浇注系统有缺陷。
①模具流道太小、太薄或太长,这样会增加了熔融塑料的阻力。
②塑料注塑模具主流道应增加直径、流道、分流道因设计成圆形的样子比较好。
③如果流道或浇口太大,则会产生注射压力不足的问题;
④还有可能出现异物将流道、浇口堵塞;
⑤流道、浇口粗糙有伤痕,或有锐角,表面粗糙度不良,影响料流不畅;
⑥流道没有开设冷料井或冷料井太小,开设方向不对;
⑦对于多个型腔的模具要仔细安排流道及浇口大小分配的均衡,否则会出现只有主流道附近或者浇口粗而短的型腔能够注满而其它型腔不能注满的情况。
⑧应适当加粗流道直径,使流到流道末端的熔料压力降减少,还要加大离主流道较远型腔的浇口,使各个型腔的注入压和料流速度基本一样。
(2)精密注塑模具设计不合理。
①精密注塑模具设计的过分复杂,转折多,进料口选择不当,流道太狭窄,浇口数量不足或形式不当;
②塑胶制品局部断面很薄,应增加整个制品或局部的厚度,或在填充不足处的附近设置辅助流道或浇口;
③注塑模具型腔内没有排气系统会造成制件不满的现象
④对于多型腔的精密注塑模具容易发生浇口不平衡的情况,必要时应减少注射型腔的数量,以保证其它型腔制件合格。

热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题