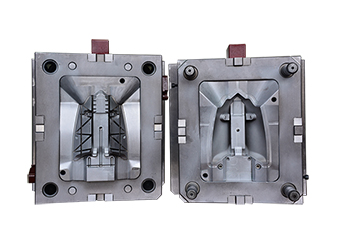
注塑模具预检
在将模具安装到注塑机中之前,应进行检查,以便及时发现质量问题。然后修改注塑模具,避免安装后拆卸。当分别检查注塑模具固定板和活动压板时,应注意方向标记,以免在夹紧模具时出错。
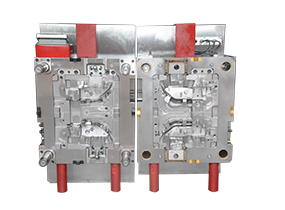
斜导模安装
安装模具时,两者应紧密配合安全。如果有用于横向分离机构的模具,则应将滑块安装在水平位置,即,将可移动块左右移动。
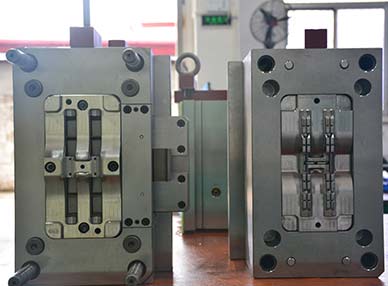
注塑模具固定
将模具定位环安装在注塑机固定模板的定位环座中后,以极慢的速度关闭模具,以使可移动压板轻轻按压模具,然后使用压板。压板必须装有垫板,并且必须上下安装四个。使用压板时,一定要注意将螺丝的高度调整到与模脚相同的高度,即压板应平整。如果压板倾斜,则模脚不能紧压。压板的侧面不会靠近模具,以免因摩擦而损坏模具。
校正顶杆的顶出距离
固定好注塑模具后,缓慢启动模具,直到可动压板停止后退,此时,应将顶出杆的位置调整到模具上顶针板与可动压板之间的位置,间隙是不小于5mm的间隙,其是为了防止损坏注塑模具,并且可以弹出注射成型件。
闭模紧度的调整
为了防止溢流,也要确保型腔正确通风,在调整液压注射的夹紧机构时,主要是基于目视观察和经验,即在合模时,肘先快后慢。这不是很自然,也不太舍不得理顺,模具的紧密度恰到好处。对于有模具温度要求的模具,应在提高模具温度后校正模具密封性。
获得冷却水
连接冷却水后,检查冷却水是否畅通或泄漏。

深圳市铭洋宇通科技有限公司是一家集精密注塑模具设计、制造、注塑等一站式服务的方案提供商。在模具行业深深扎根多年,专研更科技高端的模具制造技术,已成功获得多项专利技术。如果您对我们的服务感兴趣或需要任何技术支持,欢迎致电:13632611848,我们很乐意与您分享我们对塑料注塑成型的了解,并提供符合您的经济型塑料注塑成型的解决方案。
热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题