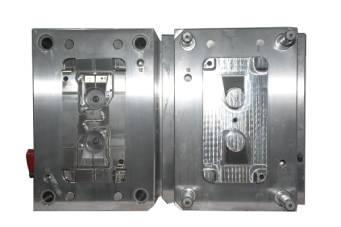
模具被称为工业之母,在日常大批量的生产中有着举足轻重的地位。它影响着塑胶制品的质量,也影响着它的外观。其中双色模具,因为它可以同时使用两种颜色,外观更好看,更受客户的青睐。但是因为它的工艺结构比一般的模具复杂,在注塑生产中更容易出现问题。今天小编带你来分析下,双色模具在注塑中会出现哪些问题?
一:变形—双色模具开模中出现成品变型的原因一般为:
1、前后模模温相差较大。
2、后模抓力不足,前模抓力较大。
3、前模的粘附性强。
4、树脂开闭器异常。
5、开关模顺序异常。
二:溢胶——双色模具开模中出现溢胶的原因一般为:
1、模仁预压处预压量不足。
2、成型条件不良,一射成品未打满。
3、一射模仁尺寸不到位导致成品一射肉厚不足。
4、二射若为PU,TPE等软料可能是料温﹐模温太高造成的。
三:汇胶线明显——双色模具开模中汇胶线明显的原因一般为:
1、模具未做排气处理或排气不足。
2、浇口位置不良。
3、成型条件不良。
4、模温较低﹐射压﹑射速较低等。
四:开裂——双色模具开模中出现开裂的原因一般为:
1、温度,如果温度太高,就会使得溶胶过软,失去了韧性,从而更加容易出现脆裂的现象。
2、填充的速度,一般我们都是要以快的速度达到塑料模具的填充要求,如果我们填充的速度过慢的话,就会比较容易出现破裂的情况。
3、压力,在双色模具注塑加工过程中,加工压力过大、速度过快、充料愈多、注射、保压时间过长,都会造成内应力过大而开裂;
双色模具较之其他模具结构复杂,加工难度更大。在实际生产中,遇到的问题可能远不止这些。所以在选择模具供应商时就应该慎重考虑。深圳市铭洋宇通科技有限公司是一家专业从事塑胶模具制造业的生产厂家,拥有与多家世界500强企业合作的经验,值得信奈!

如果您对注塑模具感兴趣或有任何疑问,请点击我们网页的在线客服咨询,或致电:13632611848,深圳铭洋宇通—为您全程提供贴心服务。
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题