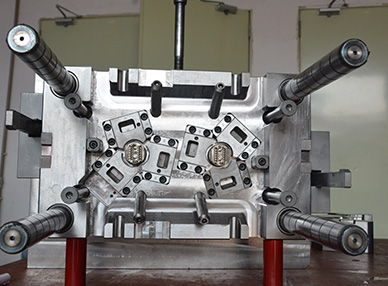
在注塑成型的生产中,多腔模具的使用能大大提高生产效率,然而,要确保每个型腔都能生产出高质量的产品,流道的平衡至关重要。但如何才能有效地平衡多腔模具中的流道呢?可是大有学问。
流道平衡的重要性不言而喻。在多腔模具中,如果流道不平衡,就好比城市里的交通,有的道路车流量大却很顺畅,有的道路车流量小却拥堵不堪。塑料熔体在流道中的流动也是如此,不平衡的流道会导致有的型腔先被充满,有的型腔后被充满,甚至可能出现部分型腔无法完全充满的情况。这不仅会使产品的尺寸、重量不一致,还可能导致产品出现缺陷,如缺料、飞边等,严重影响产品质量和生产效率。
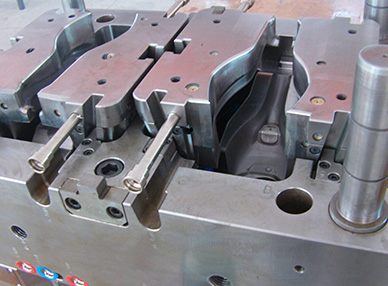
确保流道长度一致是实现平衡的基础。每个型腔对应的流道从主流道到型腔的距离应尽量相等。想象一下,多条河流从源头出发,只有它们的流程一样长,才能保证水流同时到达各个终点。在设计模具时,要精心规划流道布局,避免出现流道长短不一的情况。比如,在生产多个相同的塑料纽扣时,若流道长度不一致,先充满熔体的纽扣可能会因压力过大而产生飞边,而后充满的纽扣则可能因熔体不足而出现缺料。
合理设计流道直径也不容忽视。流道直径大小直接影响熔体的流动阻力。直径过小,熔体流动困难,压力降大;直径过大,熔体可能会在流道中冷却过快,同样不利于填充。不同的塑料材料和产品尺寸需要适配不同的流道直径。对于熔体粘度较高的塑料,流道直径应适当增大,以减少流动阻力;对于薄壁产品,流道直径则需相对小一些,保证熔体快速填充。在实际生产中,需要根据经验和计算,找到最合适的流道直径。

此外,流道的形状也会影响平衡。常见的流道形状有圆形、梯形、U 形等。圆形流道的表面积与体积之比最小,熔体在其中流动时热量损失小、压力降小,是较为理想的形状。但在实际应用中,由于模具结构等因素限制,也会采用其他形状。无论选择哪种形状,都要保证流道表面光滑,减少熔体流动的摩擦阻力,使熔体在各流道中均匀分配。
优化浇口设计是实现流道平衡的关键环节。浇口是流道与型腔的连接部分,其大小、位置和形式对熔体进入型腔的速度和压力有直接影响。例如,侧浇口适用于多种塑料制品,点浇口常用于三板模且能实现自动脱模。通过合理选择浇口类型,并精确控制其尺寸和位置,可以使熔体在各型腔中的流动更加均匀,从而达到流道平衡的目的。
只有打造出平衡的流道系统,才能在多腔模具注塑生产中,稳定地生产出高质量的产品,提高生产效率,为企业创造更大的价值。
热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 如何有效地平衡多腔模具中的流道?
- 塑料注塑件高温变形的解决方案有哪些?
- 快速冷却技术如何提高注塑成型效率?
- 注塑模具复杂性如何影响交货时间?
- 如何优化塑胶模具的流道系统以实现平衡状态?