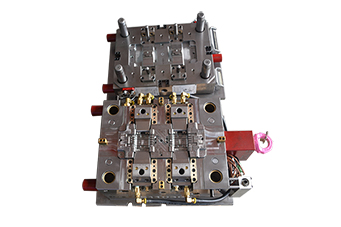
塑料注塑模具浇注系统设计是否合理,对塑件的性能、结构、尺寸和内部质量有很大影响,关系到塑件的材料利用率和成型生产效率,是模具设计的重要组成部分。
1.应与所用塑料的成型特性相适应
不同的塑料品种,其流动性不同,流道和浇口的选择也将不同。
2.流程可以尽量短,以减小这些热量与压力的巨大损失。
塑料注塑模具中的熔体流量应尽可能短而不弯曲,同时控制流道的表面粗糙度,从而减少熔体的压力损失和热损失,缩短时间。
3.塑料注塑模具应有良好的排气。
应能保证顺利地引导塑料熔体充满型腔的各个不同角落,使型腔和浇注系统中的气体进行有序地填充,充填时不发生减少涡流和紊流。不会导致因气体积聚而引起的凹陷、气泡、烧焦等缺陷。
4.防止金属嵌件变形和插入位移。避免熔体对细小型芯和镶块的正面冲击。
5.便于进行修整塑料注塑模具设计浇口,以保证塑件的外观质量。
浇口的位置和形状应尽量根据产品的形状和使用要求确定。
6.防止金属制品进行变形和翘曲。
7.合理设计塑料注塑模具冷料穴。以免产生冷疤或冷斑。
8.尽量减少塑料消耗。应使浇注操作系统设计长度和容积尽量小。

最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题