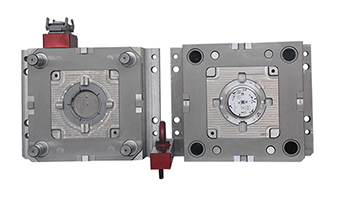
这是TPE包胶注塑模具,设计运用了气辅成型技术,也就是空气辅助注塑成型。

由于产品结构和模具型芯有倒置结构,就是我们常说的倒扣,在注塑完之后,产品会吸附在模具上,不能脱模。
因此,我们需要提供一个力,帮助产品从模具上脱离出来,同时需要避免产品倒扣位置受到损坏。
气辅成型是一种比较可行的解决方案。 模具设计思路就是在注塑生产的时候往模具内注入空气,给产品一个推力,让产品顺利脱模,实现自动化生产,缩短注塑周期,降低产品生产成本。
铭洋宇通对空气辅助注塑成型技术有着比较成熟的经验,已经成功交付多个运用气辅成型的包胶包铁模具项目,每年都有10套以上此类模具顺利出口到北美。
如果您想了解更多相关信息,或者有塑胶注塑开模的需求,欢迎咨询:info@gbmmould.com

热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题