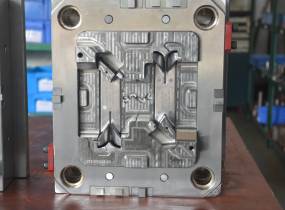
透明双色注塑对于产品及模具结构设计而言有哪些需要注意的地方呢?下面为大家介绍以下几点注意事项。

(1)双色注塑模具浇口位置的预留,必须和注塑模具厂预先达成一致;
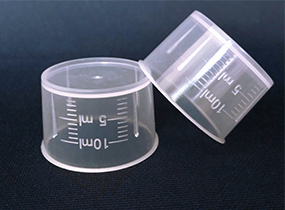
(2)材料厚度推荐:透明材料厚度为0.8mm以上,非透明材料0.7mm以上,非透明材料尽量选择使用较浅的颜色,如果有LED灯时候特别要注意进行遮光处理;
(3)透明件的分模面和加工孔的地方宽度要保持一致,建议宽度使用0.5mm,曲面相接,为了避免从侧面看,能透过很远;为了更加美观,尽量减少孔的加工;
(4)非透明件的厚度有限,加强筋等结构尽量是保持在0.5-0.6mm之间的样子,避免产生缩水;
(5)就目前而言的生产技术而言不建议带主镜片的双色注塑,注塑模具和注塑产品成本非常的高昂,对注塑模具厂家的设备和技术水平提出了相当高的要求,如果要带主镜片的话,就需要一套完善的解决方案去评估项目的可行性。
(6)对于大的双色透明注塑件,需要进行跌落和冷热冲击的测试,这两个测试是为了验证透明件与非透明件是否容易脱开。
(7)双色透明注塑件结构尽量简化,复杂的做到配合件上面,非透明件的筋条宽度尽量在0.5-0.6mm,避免产生缩水。

最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题