一)注塑模具带螺纹制品的脱模机构的使用是因为螺纹具有侧向凸凹沟槽,需特殊的脱模机构。
二)脱模方法:
1.强制脱模:注塑模具结构简单,效率高,用于精度不高的场合。
2.手动脱模:注塑模具结构简单,精度较高,效率低,用于小批量生产。
3.机动脱模:注塑模具结构复杂,效率高,精度高,应用普遍。
1、强制脱模方法
1)对于聚乙烯、聚丙烯等软性塑料制品,应采用深度不大的半圆形粗牙内螺纹,可利用注塑模具推板强行将制品从型芯上顶出。
要点:因脱模力较大,顶推面应尽量大。
2、手动脱模方法
1)注塑模具外手动卸螺纹
注塑模具开模后,型芯或型环随制品一起被顶出注塑模具,然后在注射机外用工具手动脱卸螺纹。
特点:注塑模具结构简单,模内手动操作效率高,操作麻烦,需备有多个螺纹型芯或型环交替使用,开模后制品留在模内,需用扳手脱卸螺纹型芯。效率低,劳动强度大。
3、机动脱模方法
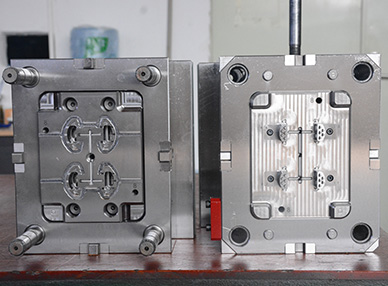
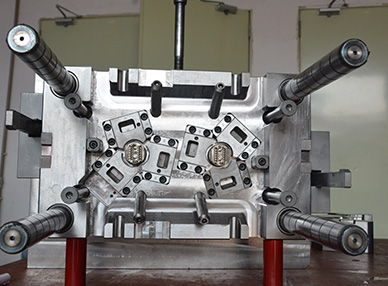
1)哈夫模用于外螺纹;
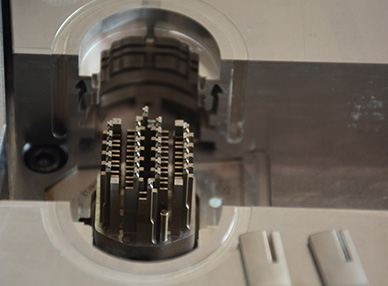
2)瓣合式型芯摸用于内螺纹;
3)利用注塑模具开模运动脱卸螺纹的机构最多采用齿轮齿条机构;

热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题