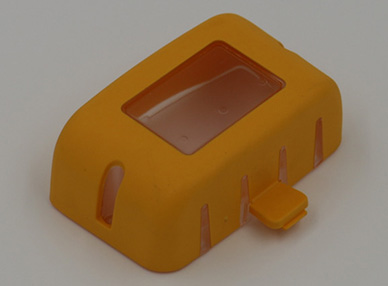
短射是指由于塑料流动性不足,导致塑料模具型腔不完全填充,导致塑料制品不完整的现象。主要原因是注射压力和速度不当(包括由阻力引起的压力损失过大),主要受以下几个方面的影响:

一.注射成型机
(1)注塑能力不足–这是由于注塑机能力过高而引起的,这也可能是由于塑化能力不足或注塑量不足引起的。其中,可通过延长加热时间,增加螺杆速度和提高背压来增加不足的塑化能力。如果注射量不够高,则可以使用注射量更大的注射机来解决该问题。
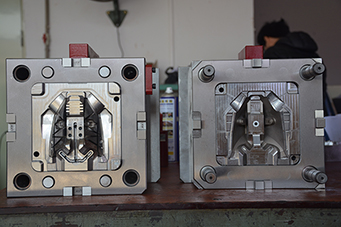
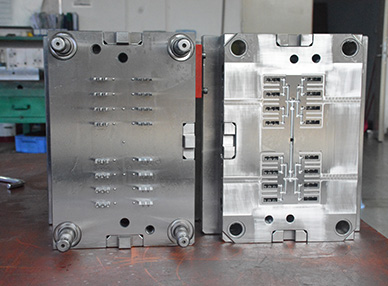
二.塑料模具设计不当
(1)多腔模具的每个腔体中的流动不平衡引起的局部短射–当注塑机的注射成型能力足够时,此缺陷主要是由每个浇口中的不均匀流动引起的,即塑料模具型腔分布不均衡。
(2)熔体的流动范围太长,流动阻力太大,阻碍熔体流动的部位包括喷嘴、浇口、流道、和制品的薄壁。通过增加喷嘴直径/温度和使用小流量阻力的喷嘴,可以降低喷嘴的流动阻力。
(3)排气不良。填充型腔时,空气会被困住以产生反应力。当将熔体注入型腔时,型腔从一开始就被熔体封闭,空气被困在未填充的局部区域中。同样,由于填充速度太快,有时空气没有足够的时间通过分型面排出塑料模具外,而是被压缩,从而导致型腔中出现部分未填充区域,从而缩短了模制件的生产时间。
三.成型工艺不当
(1)注射成型工艺不当—料筒温度低、注射速度慢、注射时间短、背压不足导致塑料短缺。
(2)塑料的供应过剩–如果过多的塑料进入料筒,则由于颗粒的压缩而导致注射压力损失,从而降低了从喷嘴注射熔体所需的压力,这是注射成型所必需的,从而导致注射压力不足。解决的办法是调节进料量,即熔融量,并使其恰好适合模制。
(3)生产周期不稳定--频繁的机器停机以及与正常周期不一致的生产使某些塑料在料筒中停留的时间过长,导致密度和粘度降低,从而导致塑短射。
(4)不适当的塑料模具温度导致较低的注射速度和塑料填充。
四.塑料的选择
(1)塑料流动性差--如果塑料材料不具有很大的流动性,它会在达到空腔最远的一端或流入溢流槽之前凝固,这通常会导致射流不足。
为了消除这些缺陷,可以提高熔体/模具温度,提高注射压力/速度,使熔体在凝固前到达型腔末端。在这种情况下,大的塑料流动性特别重要,所以选择流动性好的塑料也是一个解决办法。如果流量覆盖范围太长,并且塑料不能正确填充注塑零件,建议更改浇口位置以减少塑料流量。
五.不适当的产品设计
在产品设计过程中,必须遵循均匀壁厚的原则。如果无法保持均匀的壁厚,请及时更改塑料模具设计。在喂料困难的地区增加流道或肋骨的数量,以避免因壁厚太薄而造成的充填不足的缺陷。
总之,短射的原因是多方面的,也是相互制约和相互影响的。要减少和纠正这一缺陷,需要全面考虑这些方面之间的关系,不断实践,不断积累经验,以便快速确定未足量填充的原因,从而减少资源浪费并提高产品产量。
热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- 日本产品专门模具厂——为您的创意和创新保驾护航
- 解析塑料模具注塑机的类型和特点
- 注塑产品的表面冷料痕会对产品产生什么影响?
- 实用技巧:解决注塑产品发亮问题的三大步骤
- 揭秘注塑行业痛点,专业技术助您解决产品缩水难题